Posted by Nicole Laney on | Comments Off on Fuel Gas Conditioning for Combustion Turbines
The performance and longevity of an industrial or aeroderivative turbine rely heavily on the quality of the liquid or gaseous fuel employed. Inferior fuel can affect the turbine’s reliability, structural integrity, and ability to comply with local, state, and federal emission standards. With these considerations in mind, ensuring fuel gas is properly treated to remove impurities is vital for any turbine or combustion turbine operation.
What Is Fuel Gas Conditioning?
Fuel gas conditioning is the method by which fuel is filtered to remove impurities and readied for use in combustion systems. Both liquid and gaseous fuels must be conditioned to ensure that all contaminants are removed. Unchecked, impurities in fuel can compromise the system, resulting in damage, failure, or inadequate performance.
Solid, liquid, and gaseous contaminants can be found in fuel gas, and all have a tangible effect on the performance of the combustion system. These are introduced into the natural gas supply during mining, transportation, and production, and include:
Calcium carbonate
Construction debris
Gas hydrates and ice
Glycols from dehydration processes
Iron sulfate, iron, and copper sulfide
Lubricating oil, wet scrubber oil, crude oil, and hydrocarbon liquids
Rust
Sand and clay
Water and saltwater
With appropriate treatment, these contaminants can be removed from the fuel prior to injection into a combustion system. The initial fuel gas conditioning process removes solid and liquid impurities through the use of an efficient coalescing filter. Once the solids and liquids have been removed, the fuel gas is superheated using fired or electric heating equipment. Superheating, or dew point heating, increases the gas to a temperature above the hydrocarbon dew point to prevent liquid hydrocarbons from forming in the fuel.
When Is Fuel Gas Conditioning Used?
In addition to being used for the removal of contaminants, fuel gas conditioning can be used to ensure the fuel has the appropriate chemical makeup and consistency for use in gas turbines, for both operational and warranty purposes.
Chemical Composition
Depending on the system, manufacturers may specify a Methane number or Lower Heating Value requirement for fuel used in their equipment, and the fuel must be treated accordingly. In some cases, a fuel gas source may be too rich, and heavy hydrocarbons must be removed to make the fuel compatible with the combustion system.
Moisture & Hydrocarbon Liquids
The reduction of pressure when fuel gas is transported from primary pipelines to the combustion turbine can reduce the temperature of the fuel below its hydrocarbon dew point. This temperature drop allows both moisture and hydrocarbon liquids to collect and contaminate the fuel, necessitating the treatment of the fuel prior to its injection into the system to ensure optimal operation.
Dangers of Improper Fuel Gas Conditioning
If fuel gas remains unconditioned or improperly conditioned before being introduced into a combustion unit, the operator risks:
System blockage
System or part damage, such as oxidation, corrosion, or thermal erosion
Increased emissions
Combustor flameout
Deterioration of thermal barrier coatings
Loss of seal segments
If left unchecked, contaminated fuel ultimately results in reduced efficiency, unplanned outages, and non-compliance with safety regulations. Additionally, once low-quality fuel has been introduced into a gas turbine, it is difficult to determine the specific issues that result, as the effects will cascade throughout the system.
Signs You Have Fuel Gas Quality Issues
If you are experiencing the following in your gas turbine(s), you may have gas quality issues:
High exhaust temperature spread (T5 spread)
Combustion instability
Acoustic issues
Combustor flameouts
Increases in emission outputs
Abnormal power outputs
Visible signs of oxidation, erosion, and abnormal wear in hot end components
Deposits of yellow sulfur on control elements
Loss of control of valves
Freezing or seizing of pressure regulators
Fuel Gas Conditioning from Sigma Thermal
Fuel gas conditioning is critical to the performance and longevity of turbine combustion systems. Ensuring fuel is properly conditioned necessitates the use of quality heating equipment. For assistance finding a fuel gas conditioning solution that meets your needs, contact the experts at Sigma Thermal.
Posted by Nicole Laney on | Comments Off on Boiler MACT Compliance: Annual Testing and Burner Tuning
The EPA’s Maximum Available Control Technology (MACT), the emission standard for sources of air pollution, sets forth specific guidelines mandating the maximum possible reduction of harmful emissions, taking both cost and feasibility into account. Under the Clean Air Act Amendments of 1990, MACT must not be less than the average emission limitation achieved by controls on the best-performing 12% of existing sources.
For boilers to successfully meet the EPA’s MACT guidelines, it is crucial to utilize quality boiler equipment and trusted testing/calibration technology. The team at Sigma Thermal understands the importance of MACT testing and compliance, therefore as a supporting service, we frequently guide clients through the process.
Meeting MACT Requirements for Boilers
Various factors are involved in determining boiler MACT applicability, but all are predicated on the total potential emission rate, or hazardous air pollutants (HAPs) of the facility itself. Facilities can be categorized as either a “major source” or “area source.” Major source facilities emit or have the capability to emit at least 10 tons of a single HAP, or at least 25 tons of a combination of HAPs, per year. All other facilities fall under the area source category.
Next, determine subcategory allocation. The subcategory depends on the type of boiler design (stoker, fluidized bed, etc.), the size of the unit, the type of fuel being burned, and whether the fuel type is a new or existing classification.
Initial boiler tune-ups must be carried out by applicable compliance dates, after meeting the initial compliance requirements for boiler MACT.
All existing major boiler units should be subjected to a one-time energy assessment. This assessment includes an inspection for cracks or corrosion, overall evaluation of operation, inventory of energy-consuming systems, and review and recommendations for plans and practices including cost and efficiency measures.
Extensive performance tests are also required for units that are subject to emission limits. Performance tests for existing units must be conducted and in place within 180 days of the compliance date.
After assessment and performance tests, compliance can then be determined. If your boiler emission limits fail to meet the requirements, alternative options are available. Such options include boiler replacement, retrofit or modification of the boiler in order to switch the subcategory, or making adjustments to the way a multi-fuel boiler is operated so it can function under a different subcategory.
To avoid the risk of non-compliance and consistently meet ongoing MACT requirements, companies may make use of air pollution control devices and CEMS (continuous emission monitoring systems) while keeping close track of operating parameters and associated records. Additionally, regular tune-ups should be pre-scheduled and conducted, and all required compliance reports should be submitted in a timely matter.
EPA Regulations
The EPAs Compliance and Emissions Data Reporting Interface (CEDRI) requires companies to submit all performance test results and notification reports (including periodic reports).
Although MACT policies are not currently enforced, boiler owners/operators cannot plead ignorance to the law if found to be non-compliant. The lack of recordkeeping or performing timely compliance activity could be subject to an audit that could potentially produce retroactive penalties and fines (up to $25,000 per day). Boiler issues that may lead to non-compliance include fouling on the heat transfer surface or boiler operation outside of the normal combustion range.
Annual Testing and Burner Tuning
Sigma Thermal works closely with clients across a range of industries to help ensure that their heating equipment is compliant and its operation remains reliable. Our clients take advantage of prescheduled periodic servicing, also known as Sigma’s Total Customer Care Program, which includes annual testing, burner tuning, and other preventative maintenance. Members of this program also receive priority scheduling, fixed service rates for three years, a 5% discount on all spare parts, access to our 24-hour priority customer support line, and access to a growing library of helpful how-to videos covering common maintenance tasks and service issues.
Posted by Nicole Laney on | Comments Off on 7 Things to Consider for Successful Spare Parts Management
Most companies are reluctant to maintain a comprehensive spare part inventory because they fear that stocking assets like spares is counterintuitive when trying to effectively control operating costs. They expect plant managers to identify ways to reduce cost while maintaining the performance and efficiency of plant operations.
Practical spare part management is the foundation for reliable plant operation and is crucial to a plant managers success. As plant manager, you need to know how to determine which spare parts are needed to make up an effective and comprehensive inventory system. Rather than using perception to determine what’s needed, it’s best to establish a strategic method that will adequately manage the movement and storage of your inventory.
Operating strategy, inventory control and lead times are a few of the factors you should consider when developing or reviewing your part management system. Taking these factors into account can help minimize performance disruption, promote efficiency, and reduce carrying cost. Ultimately, producing successful spare part management.
Operating Strategy
As a parts manager, you will either operate from a predictive or reactive position. Most companies fall into the habit of building their management strategy around reactive events. To successfully manage part inventory a manager should adopt a predictive strategy. While reactive management can be beneficial during a crisis, the essence of successful management is the ability to prevent problems before they arise.
Predictive management of spare parts includes the collection and analysis of data, and the ability to look at the entire scope of operation to locate and solve important underlying problems that may surface in the long run. In relation to collecting and analyzing data, be sure to look out for patterns of failure that can reveal problems that are not clearly visible. Predictive management will help you to make better use of resources, cutting the time and cost associated with fixing issues.
Source of Stockout
It is impossible to eliminate the nagging issue of stockout (out of stock parts) without investing in spares. However, if you try to identify the major cause(s) of your stockout you can limit the effects it has on your operation. Start recording the reason(s) for out of stock parts in real time. Additionally, review forecasted demand and look for parts that may have an incorrect order setting. It should be noted that the most typical cause for stockout is the delay that may exist within a supply chain (internally/externally).
Inventory Control
Your spare parts inventory does not have to be all-encompassing to be effective. In fact, it is unrealistic to stock large quantities of various parts. To achieve better control over inventory, develop clear criteria that will help define and categorize spares. Designations such as “critical” spares can help you prioritize your inventory. Recognize that terms like this are multi-dimensional, and can be refined further. For instance, a part can be labeled as critical to the operation or critical to specific machine function. A higher priority may be given to one designation over another, depending on its risk and impact if a failure should occur.
Tip: Periodically review all spare parts classifications (i.e. critical and non-critical) since the classification of a part could change over time, based on replacements/substitutes that may become available. A regular review of spares for excess stock can help to reduce cost too.
Properly storing and organizing spares in a designated, secure space is also beneficial for the control of inventory. A prompting for reorder will not take place if a part is taken without a record. Likewise, if new stock is placed on the shelf without a record, it cannot be accounted for. A review and analysis of your storage and check-out system can reveal reasons for stock inaccuracies.
Lead Times
Having a thorough understanding of spare part lead times is critical to building a successful stock program. Part lead time is particularly important when determining which parts to stock. If downtime is not critical for your company, parts that can be acquired quickly and easily can be left out of a stocking plan. However, if lost production time means a significant financial loss for your operation, even a day or two without a part can be too long. Many parts with long lead times are made to order and do not carry expediting options. Therefore, it is best to keep parts with long lead times on hand.
Tip: Off-brand components that can be obtained more quickly may present themselves as a viable substitute during a crisis. However, you should keep in mind that for certain equipment, these substitute/alternative parts could cause further damage to your equipment or system.
New Equipment is No Exception
All too many times we hear the following from operations and maintenance mangers: “Our equipment was just installed, it’s brand new, and we don’t need spares.” While it sounds logical for many reasons, this train of thought is wrong. There is also an assumption that vendors will supply perfectly functioning, quality parts (and they typically do). But, unfortunately, part failure upon startup is a common occurrence.
Having proper spares on hand for the start-up/commissioning of new equipment is extremely important. If a part is found to be defective, you can mitigate downtime by having spares available for replacement right away.
Tip: Work with your operations department to ensure that your budget includes funds for spare parts. Equipment vendors can also provide you with a list of recommended spares; sometimes lead times will be given for each part. Utilizing this information, you can better decide which parts need to be kept on hand.
True Stories
It may help to hear about a few real-world examples of issues that occurred because spares were not kept on hand–
An oriented strand board (OSB) production facility had a set of grate bars that required immediate replacement. They did not have spare grate bars on hand, so 8,000 pounds of grate bars had to be ordered and delivered via specialty courier. Even with expedited delivery (which was quite expensive), production was still down for more than three full days. If these spares had been kept in stock, the expense and lost production time could have been avoided.
In another case, a large building materials company discovered they had a faulty flame scanner. Despite a price tag of less than $300, the compa
ny did not keep additional scanners on hand. The original equipment manufacturer had the part in stock and could ship it out immediately, but the building materials company still lost a full 24 hours of production time while it was being shipped overnight. The loss of production time during the 24 hours cost them approximately a quarter of a million dollars.
Calculate Your Risk
Inevitably, equipment will fail but taking some time to calculate the risk of downtime can help solidify your decision to stock parts. Making your life a whole lot easier.
Tip: To calculate risk, you need to know what one hour of downtime will cost your company. Working from this information and factoring in lead times, you can determine the cost of an unexpected shutdown. Then compare that to the cost of purchasing and storing replacement parts. You can make an informed decision based on this analysis. Keep in mind, even if the supplier has the part in stock, getting it to the site will cost a plant a minimum of 24 hours of unscheduled downtime.
Example: $10,000 (hourly cost of downtime) x 36 hours = $360,000
Learn More
Sigma Thermal is an experienced process heating systems OEM. Commitment to and support of our customers is the foundation of our business. As a part of this commitment, we offer our Total Customer Care Program to all customers. With this program we can help our clients limit the downtime and costs related to unexpected maintenance issues.
Visit our Total Customer Care webpage to learn more about Sigma’s spare part capabilities or to sign up for Sigma’s free, comprehensive Total Customer Care Program.
Understanding Thermal Fluids & Thermal Fluid Systems
Thermal Fluid Management • Advantages of Thermal Oil Heating Systems Types of Thermal Fluid Heaters • Work With Sigma Thermal The demand for process...




 As a parts manager, you will either operate from a predictive or reactive position. Most companies fall into the habit of building their management strategy around reactive events. To successfully manage part inventory a manager should adopt a predictive strategy. While reactive management can be beneficial during a crisis, the essence of successful management is the ability to prevent problems before they arise.
As a parts manager, you will either operate from a predictive or reactive position. Most companies fall into the habit of building their management strategy around reactive events. To successfully manage part inventory a manager should adopt a predictive strategy. While reactive management can be beneficial during a crisis, the essence of successful management is the ability to prevent problems before they arise. All too many times we hear the following from operations and maintenance mangers: “Our equipment was just installed, it’s brand new, and we don’t need spares.” While it sounds logical for many reasons, this train of thought is wrong. There is also an assumption that vendors will supply perfectly functioning, quality parts (and they typically do). But, unfortunately, part failure upon startup is a common occurrence.
All too many times we hear the following from operations and maintenance mangers: “Our equipment was just installed, it’s brand new, and we don’t need spares.” While it sounds logical for many reasons, this train of thought is wrong. There is also an assumption that vendors will supply perfectly functioning, quality parts (and they typically do). But, unfortunately, part failure upon startup is a common occurrence.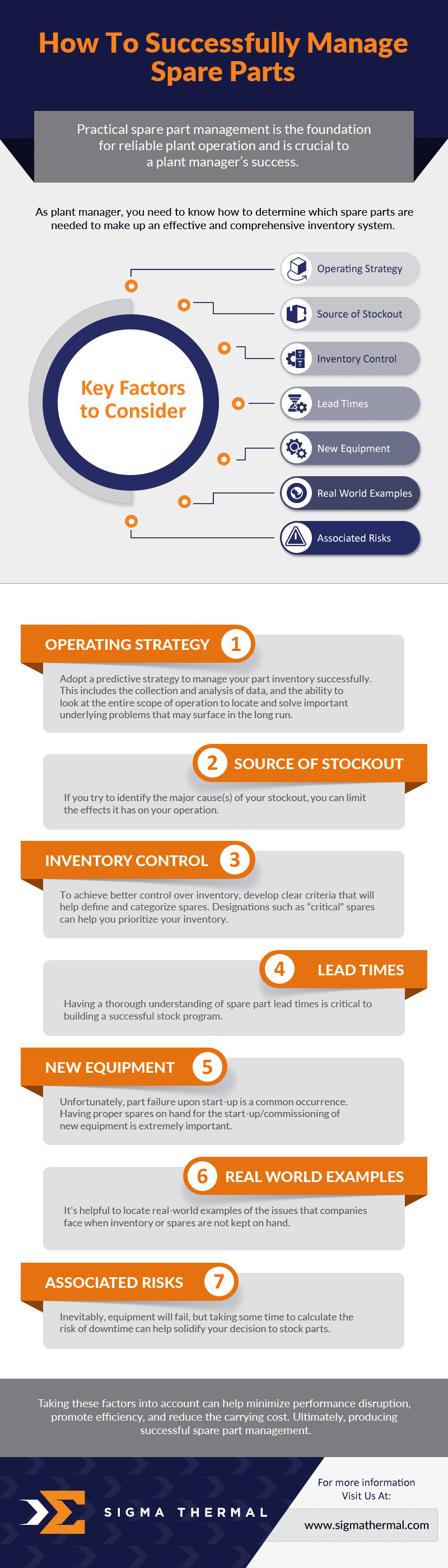

 Sigma Thermal is an experienced
Sigma Thermal is an experienced 

