Posted by Nicole Laney on | Comments Off on Sigma Thermal’s Glycol Heater Used in Potash Mining
As the potash mining industry continues to grow and change, Sigma Thermal will keep offering innovative solutions with ongoing system design improvements. In this spirit of continuous improvement, we frequently work closely with a global network of industry leaders to develop creative solutions to industry challenges.
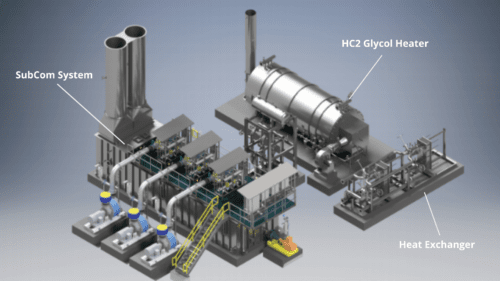
Inproheat Industries, one of our Canadian partners, successfully applied their proprietary brand of Submerged Combustion Technology known as SubCom®, along with a Sigma Thermal heater, to a potash mining project.
The Potash Mining Project – Saskatchewan Canada
A 2019-2020 project in Saskatchewan is a shining example that demonstrates the viability of a new and novel solution for potash solution mining projects. In the early stages of project development, Inproheat Industries was approached to quote a submerged combustion system for heating highly corrosive saturated potash brine to temperatures up to 110° C. Already familiar with the high-energy efficiency characteristics of SubCom and its ability to easily contend with scaling solutions, the engineering team believed that this technology would be ideally suited to the job. Inproheat Industries worked closely with the client to develop the engineering specifications and system designs, which included calling on a select group of trusted industry partners to assist with critical components that would best meet the requirements of the project.
The resulting three-burner SubCom system heats brine to 82° C at 51 MM Btu/h before the brine is driven through a Sigma Thermal HC2 Glycol Heater to further raise brine temperatures to a range of 100° C to 110° C on its way to the injection pumps. The system also includes a Tranter plate and frame heat exchangers to transfer the recovery well brine heat over to the injection brine. The primary objectives of the project were the delivery of a high-efficiency potash mining solution, with a correspondingly low environmental impact, that would provide a significant economic boost to Saskatchewan. Ultimately, Inproheat, Sigma Thermal, Tranter, and other partners assessed the needs of the client and delivered an excellent system solution while providing dedicated support at every stage of the process.
Innovative Solutions From Sigma Thermal
We form strategic partnerships with key industry players to foster results that exceed expectations and set new standards. We work closely with our customers and industry partners to develop innovative solutions to unique and complex challenges. We would welcome the opportunity to learn more about the dynamic goals of your company. Contact the experts at Sigma Thermal to collaborate on heating solutions for your next project.
Posted by Nicole Laney on | Comments Off on Understanding Electric Process Heaters
Electric process heaters use electricity to increase the temperature of liquids and gases within process systems. Depending on the application, electric process heaters may be used for both direct and indirect heating, which makes them a particularly versatile heating option. To help you find the best electric heater for your needs, we have compiled a concise summary of electric process heater systems and their common uses.
Types of Electric Process Heaters
Electric process heaters are available in two separate styles: immersion heaters and circulation heaters. Each type offers distinct advantages for particular applications.
Immersion Heaters
Immersion heaters heat gases and liquids through direct contact. As the name suggests, the tubular electric elements are immersed in the process fluid. The major benefit of this type of process heater is that nearly all of the electricity generated is converted directly into heat with almost 100% efficiency. Heating elements are typically composed of highly corrosion-resistant and heat-resistant materials, such as Alloy 800, to ensure the optimal operation and service life of the heater.
Circulation Heaters
A circulation heater heats fluid as it passes through an enclosed system directly over the heating elements. The heater is often in the tube or pipe through which the gas or liquid material flows. Circulation heaters are highly specialized, and must often be tailored to the needs of each individual application.
Electric Thermal Fluid Systems
Thermal fluid heating is a type of indirect heating in which a liquid phase heat transfer medium is heated and circulated to one or more heat energy users within a closed loop system. Thermal oil, glycol, and water are common heat transfer mediums for these systems. An electric circulation heater can be used as a heat source for these closed-loop thermal fluid systems.
Common Applications
Heat control is critical to a wide variety of processes, from melting materials into formable resins to superheating gases and initiating chemical reactions. Below is a short summary of common applications in which electric process heaters are used.
Jacketed Reactor Heating & Cooling
Jacketed reactors are often kept at processing temperatures up to 800° F, and must be maintained at a stable temperature to ensure proper functionality. As the name implies, the reactor is covered with a secondary protective jacket around the surface of reactor vessel. Steam or thermal fluid is circulated through the jacket to control the reactor’s temperature.
Molding & Extrusion
Molding and extrusion processes require very specific temperature control. In addition to maintaining the temperature of the resin to ensure ideal part formation, the temperature of the part-forming extruder or mold must also be regulated. Closed-loop thermal fluid systems are used to monitor and adjust the system temperature as needed. Although steam heating systems are also used for molding and extrusion applications, they are not as safe as thermal fluid systems due to the high pressure required for effective steam heating.
Molten Salts
Molten salts, or salt melts, refer to a range of materials composed of fluoride, chloride, or nitrate which are used for thermal energy storage and high-temperature industrial processes. Molten salts are valued for their ability to retain liquid form in temperatures upwards of 1000° F without increasing vapor pressure. They are often used in high-energy batteries for solar arrays and high-temperature metal treatments.
Other Applications
In addition to the above, other common applications of electric process heaters include:
When selecting the best electric process heater for your application, it is important to consider the needs and limitations of your equipment. Be sure to consider the following key factors:
Fluid flow rate. Consider the volume or the flow rate of fluid to be heated to determine the heater’s required capacity.
Process temperature. The greater the temperature increase, the greater the power output required.
Thermal properties. The fluid’s thermal and physical properties help to determine the appropriate watt density.
Footprint. Space and other physical limitations must be considered when determining the heater’s size and placement.
Sigma Thermal Solutions
Sigma Thermal Solutions offers the highest quality thermal immersion and circulation electric heaters on the market. We offer a watt-density range from 2–60 watts per square inch, and each system is specifically engineered for versatility to meet a wide range of system requirements. To ensure superior quality, our electric process heaters can be manufactured to meet and exceed a variety of industry standards, including ASME Section VIII Div I, CRN, and PED.
For more information on our superior thermal solutions, contact the experts at Sigma Thermal today or request a quote.
Posted by Nicole Laney on | Comments Off on Why Sigma Thermal?
At Sigma Thermal our commitment to providing exceptional customer service is what sets us apart from the competition. Each step of a client’s project, from inception to installation, is managed by a qualified team of professionals who focus on planning, executing, monitoring and controlling all aspects of the project until completion. Guided by a set of principles, including responsiveness and a customer-focused mindset, the Sigma Thermal team works continuously towards ensuring an effortless experience for all clients.
Better Than Perfection
While Sigma Thermal is by no means flawless, the company takes full advantage of every opportunity for improvement and will put in the time and effort necessary to enhance their services to suitably fulfill every customer project.
Customers trust us not because we are perfect, but because we are committed to striving towards perfection.
It’s All About Our Clients
As much as we believe that providing the highest quality equipment and services, it is equally important that we provide our clients with a positive customer experience from procurement, to commissioning, and throughout the life of the equipment. Thoroughly dedicated to this effort, all Sigma Thermal employees hold fast to the following principles:
Responsiveness
Responsiveness is fundamental to a positive customer experience. Quality customer service is about more than interacting with a client during key points of a project.
Quality customer service is about maintaining communication with the client and letting their voice be heard, sticking to an established schedule, and providing reliable support.
Prioritizing the Customer
Every project starts with the identification of the customer’s key goals. Those goals can be driven by schedule, design, cost, or any number of other factors. In some cases it may be necessary to compromise one of these goals in order to meet another. Understanding the hierarchy of these goals is critical to decision making throughout the duration of the project. Our project team strives to understand these goals at the beginning of the project and to continually communicate to ensure that those goals haven’t changed.
Effortless Experience
Our goal at the end of every customer interaction is to have each customer feel that it was easy to do business with us. We judge every interaction by that simple standard because that is the experience we expect from our own vendors.
Providing Guidance and Expertise
As the process heating systems experts, we must become partners with our customers. We must fully understand their process requirements and provide the right direction for the integration of our equipment into their application. Only through this understanding and proper integration can a system installation be completely successful.
TIPS FROM REAL PROJECT MANAGERS
5 tips from Sigma Thermal project managers
Organization
As a project manager (PM), you need to operate in an organized manner to successfully manage your project and team. The project manager must keep up with the details of a project. A PM should give guidance and encourage adherence to internal procedures and processes to maintain organization. Conformity to polices and procedures promote consistency with the way team members accomplish tasks.
PMs should systematically organize information and the way it is stored, so they or others on the project team can locate it when needed. Staying organized ensures you are referring to or relaying the latest information. When a PM, project team, and customer consistently exchange accurate information quickly, this builds trust and reliability and moves the deliverables and the project forward.
Communication
PMs need to make sure everyone involved in the project is communicating. They should be checking in with customers and expect customers to regularly check in with them. A constant flow of communication both internally and externally is important and required for the success of a project.
You don’t want the project team or customer to be blindsided by the information that is delayed or not communicated. No matter what a PM has to convey, whether it’s good or bad, it’s best to share it as soon as possible. It’s particularly important to relay bad news quickly; therefore, you can work through the issue with the customer.
Also, if you (the PM) or other team members are absent from the project at any time, it is critical that others on the team are informed and can pick up from where you left off. The team must have the latest information so that the flow of project can remain accurate and consistent.
Be a leader
As manager of the project, the PM must lead the team. We have to guide the team through all aspects of the project to meet the project scope on time and within budget. The onus is on us to make the ultimate decision as to what is best for the customer, company, and project. Lead the project in the direction you want it to go. Put on your engineering hat, and your leadership hat, and represent the customer. Lead by example. Take charge.
Patience
Patience is critical for all who are a part of the team (including the customers). No matter what’s going on or how stressed situations may become, a PM must understand and accept issues and be able to respectfully manage team members to progress forward.
It’s not necessary to always rush tasks. If a customer is upset with a deliverable, allow them to express their frustration—sometimes that means you’ll have to take the punches. Listen to their concerns and remind them there is a light at the end of the tunnel.
Negotiation
Learn to negotiate with your customers about deliverables and dates that are unreasonable. Use the negotiation tool to offer alternative options; this will allow you to stand strong in your role as a PM, while still allowing the customer to play a role in the decision-making process.
It’s also key to negotiate with vendors who provide quotes that don’t align with your budget, which can also protect you from vendors who are trying to price gauge. Construct your conversations with vendors so that they clearly understand the need and cost you’re trying to meet for your project. Good reasoning skills can help you negotiate to reach common ground so that the end result is favorable to your team and overall project scope.
Posted by Nicole Laney on | Comments Off on Introducing Our Flaretec Direct Fired Heaters
Sigma Thermal recently merged with Flaretec to further improve our ability to provide top-quality heating solutions for industrial applications. Together, we have further strengthened our direct-fired heater experience and product portfolio.
We design and manufacture three types of direct-fired heaters:
Radiant-convective heaters: A direct-fired heater that uses both radiant and convective heating zones
Convection heaters: A direct-fired heater that uses only a convection zone, which may be advantageous for certain low-pressure or temperature-sensitive products
Radiant heaters: A direct-fired heater that uses only a radiant zone, which is typically used for ultra-high-temperature applications
API 560 is a commonly referenced design code for direct-fired heaters. Flaretec direct-fired heaters can be designed and manufactured with full or partial API 560 compliance as required by the customer.
Direct-fired heaters provide several advantages over indirect-fired heaters, which tend to cost more, require more maintenance, and use greater amounts of electricity. The precise radiant zone design and row-by-row convection coil design allow for optimal distribution of heat transfer throughout the heater. Sigma Thermal can work with clients to design for all types of process mediums and process conditions. A few common examples are:
Multi-phase fluids
Viscous hydrocarbons
Suspended solids
Gaseous mixtures
Direct fired heaters, like indirect fired heaters, enjoy several customization options when it comes to their fuel source and burner flexibility. Clients can choose between standard and engineered burner configurations that use both traditional and alternative fuel sources as well as natural draft and forced-draft units. We also offer low-emission burners that meet emission requirements including Low NOx and Best Available Control Technology.
Direct fired heaters can exceed base efficiencies of 90% on an LHV basis depending on the process inlet temperature, and when an optional economizer is added, they can achieve as high as 93% efficiency. We also build all units with complete control systems that optimize safety and performance. We supply simple and cost-effective standard panels as well as full process automation and PLC-based combustion controls and BMS.
New Partnerships Enable Global Reach
The Sigma Thermal and Flaretec merger has allowed us to provide industrial process heating equipment and services on a global scale, ensuring higher efficiency, enhanced cost-effectiveness, and extended local market support.
Flaretec has been designing, manufacturing, and servicing direct- and indirect-fired heaters since 1979. The company has an installed base of over 2,000 fired heaters and ancillary process systems worldwide, with heavy concentrations in Europe, North Africa, and the Middle East.
Now under the name of Sigma Thermal Middle East, we have opened a regional office in Dubai U.A.E.. Local sales, project support, engineering, and aftermarket staff will support regional customers, while the original Flaretec office in Chesterfield, England, will remain open as Sigma Thermal UK & Europe to serve UK and European clients.
With This New Merger, Business Is Heating Up
Capitalizing on Flaretec’s 40 years of industry experience and brand recognition, we’ve rebranded all of our direct fired heaters as Flaretec Direct Fired Heaters.
Posted by Nicole Laney on | Comments Off on Select the Right Process Heater for Your Application
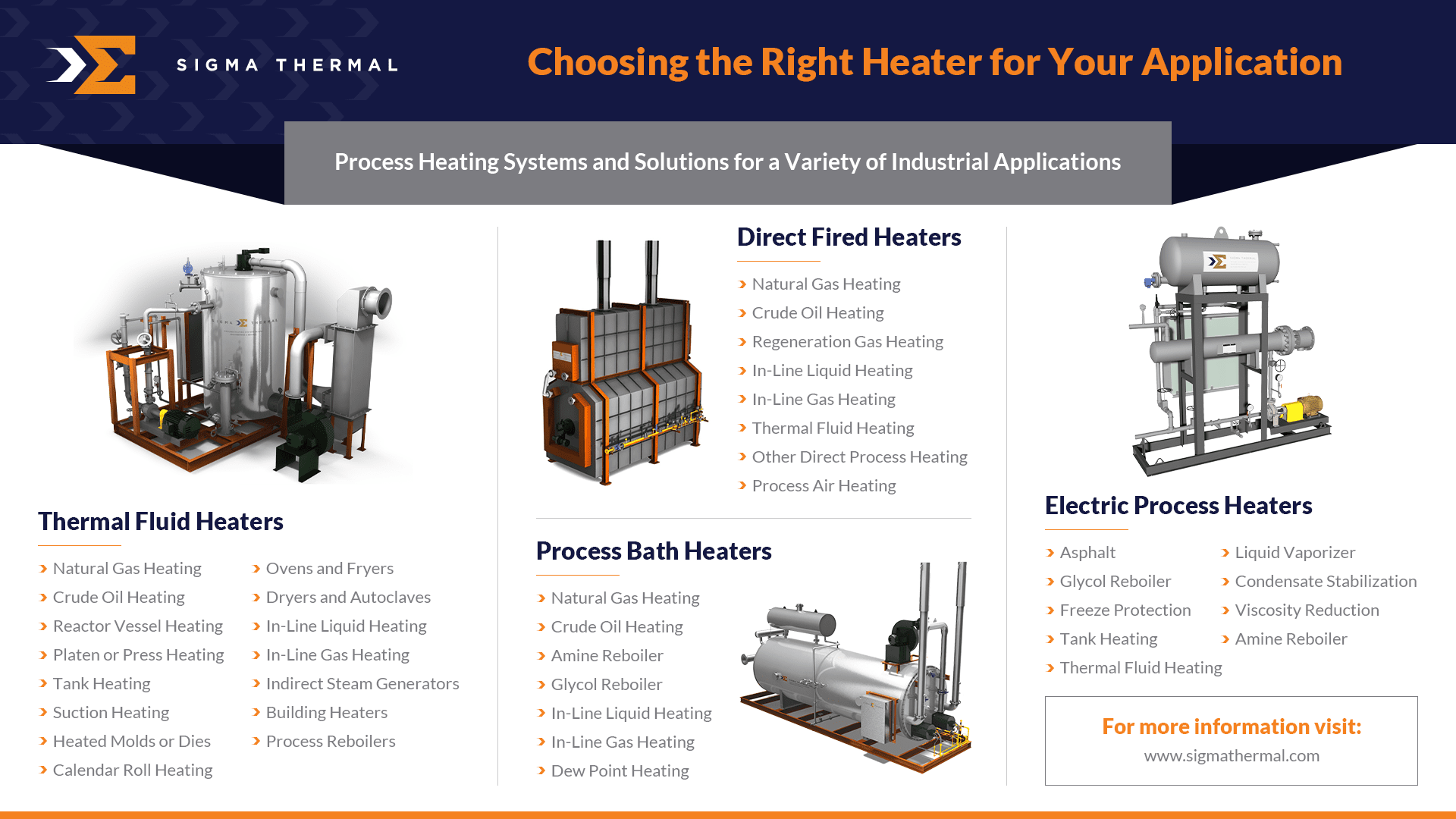
If you have a requirement for heat energy but are not sure what type or size process heating system you need, let our engineers assist you! Our team of professionals can walk you through the decision process and provide guidance that will aid you in selecting the best process heater for your application. Sigma Thermal designs and manufactures a full range of standard and custom process heaters that are suited for all types of applications. Take a minute to contact us and discuss your requirements today!
Enlarge the below graphic to see which process heater is typically utilized in your application.
Posted by Nicole Laney on | Comments Off on The Importance of Effective Heating for Natural Gas Purification in Amine Plants
We are in the midst of a U.S. shale revolution: advancements in shale oil and gas extraction techniques have led to greater natural gas production levels and a renewed demand for natural gas in industrial and power applications. Because of the increased level of competition in the industry, process efficiency is paramount. Bringing natural gas to market cost effectively hinges on the optimal design and operation of the natural gas sweetening process.
Natural gas produced from reserves in almost never pure; rather, it contains acid gases such as carbon dioxide and hydrogen sulfide. One way to remove these impurities is amine gas treatment. An amine plant (also known as a sweetening plant) is used to remove the carbon dioxide and hydrogen sulfide from the gas solution so that pure natural gas can be efficiently transported to end users via pipeline.
Our latest white paper, Effective Heating Helps Amine Plants Purify Natural Gas, describes how to improve the natural gas purification process with effective heating. It also reviews the optimal conditions and system settings for controlling the amine regeneration temperature and optimizing the efficiency of the process.
The process works like this: the natural gas mixture and amine are combined in an absorber, where the carbon dioxide and hydrogen sulfide are removed. Pure natural gas exits from the top of the vessel and the amine is sent to a regeneration system (consisting of a still and a boiler) where it is filtered for reuse.
Usually, control and bypass valves are used to maintain a constant flow through the thermal fluid heater in the regeneration process. Moreover, the temperature of the system is typically controlled using overhead temperature measurements in the reboiler. There are a few problems with this standard procedure, which are described in detail in the eBook. If these problems are not addressed in the design of the control scheme, the process will not run optimally and the control systems could destabilize.
Using thermal oil as an indirect heat source can significantly increase the life of the amine solution and increase process efficiency. Typically, system operators manually set the flow of thermal oil through the reboiler. This is a convenient solution that prevents any need for frequent fine-tuning, but this conservative approach wastes energy. The eBook discusses the thermal fluid system specifications required to optimize the operation of amine plants.
Sigma Thermal has a long history of providing highly engineered process heating systems and fine-tuning services for existing systems. To learn more about Sigma Thermal’s expertise with amine reboilers, visit our website.
Download your free copy of the full eBook here or click on the button below.
Posted by Nicole Laney on | Comments Off on Why You Should Stock Spare Parts for Your Heating System
Industrial facilities rely on a variety of equipment to support their vital processes. Factors such as increases in customer demand and exceptionally harsh applications can be taxing on the equipment, causing equipment malfunction or failure that takes production off-line. For this reason, it is imperative for facilities to keep the most crucial spare parts on-hand, preventing costly interruptions or shutdowns.
Many professionals tend to avoid the practice of stocking parts, but there are numerous benefits to this method. One such benefit is cost savings. Assuming your plant is operating around the clock, you could potentially save thousands of dollars by having critical items readily available.
You should check to make sure that all the components of your Sigma Thermal heating system are in good working order for maximum performance and minimized interruptions. Part failures are common throughout industrial facilities; these issues often lead to extensive equipment downtime, which can range anywhere from a few days to several weeks.
Sigma Thermal warranties cover most damaged components, but due to the wide range of components we source, it’s difficult to have every item in stock. Many of the parts have lengthy lead times—in some instances, it may take up to ten weeks to receive the desired part. Our warranty can cover the replacement cost of the spare part, but what if you have start-up technicians on-site? If you don’t have the necessary part in stock, you will have to bear the cost of having technicians on standby until the replacement part is received.
Even if you are outside the warranty period, consider having spare parts on hand to help keep your heater running at optimal levels. If we have the part you need on the shelf, our team will gladly ship it via small package or freight service—next day or same day service is available in many cases.
No one wants to be held responsible for costly shut downs, so be sure to keep an adequate inventory of spare parts on hand.
Contact us today to make sure the spare parts you’re looking for are in our inventory.
Understanding Thermal Fluids & Thermal Fluid Systems
Thermal Fluid Management • Advantages of Thermal Oil Heating Systems Types of Thermal Fluid Heaters • Work With Sigma Thermal The demand for process...




 A circulation heater heats fluid as it passes through an enclosed system directly over the heating elements. The heater is often in the tube or pipe through which the gas or liquid material flows.
A circulation heater heats fluid as it passes through an enclosed system directly over the heating elements. The heater is often in the tube or pipe through which the gas or liquid material flows. 





 Natural gas produced from reserves in almost never pure; rather, it contains acid gases such as carbon dioxide and hydrogen sulfide. One way to remove these impurities is amine gas treatment. An amine plant (also known as a sweetening plant) is used to remove the carbon dioxide and hydrogen sulfide from the gas solution so that pure natural gas can be efficiently transported to end users via pipeline.
Natural gas produced from reserves in almost never pure; rather, it contains acid gases such as carbon dioxide and hydrogen sulfide. One way to remove these impurities is amine gas treatment. An amine plant (also known as a sweetening plant) is used to remove the carbon dioxide and hydrogen sulfide from the gas solution so that pure natural gas can be efficiently transported to end users via pipeline. Many professionals tend to avoid the practice of stocking parts, but there are numerous benefits to this method. One such benefit is cost savings. Assuming your plant is operating around the clock, you could potentially save thousands of dollars by having critical items readily available.
Many professionals tend to avoid the practice of stocking parts, but there are numerous benefits to this method. One such benefit is cost savings. Assuming your plant is operating around the clock, you could potentially save thousands of dollars by having critical items readily available.


